Laser Beam Welding (LBW)
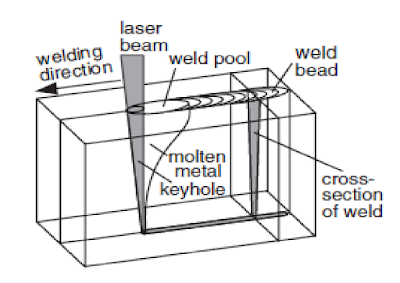
Laser beam welding (LBW) adalah proses pengelasan di mana penggabungan diperoleh dari energi yang terkonsentrasi tinggi, sorotan cahaya sederap difokuskan pada sambungan benda kerja. Istilah laser merupakan akronim dari light amplification by stimulated emission of radiation . Laser beam welding umumnya dioperasikan dengan gas pelindung untuk mencegah oksidasi. Gas pelindung yang digunakan contohnya adalah helium, argon, nitrogen, dan karbon dioksida. Pada LBW bahan tambah atau filler biasanya tidak diberikan.