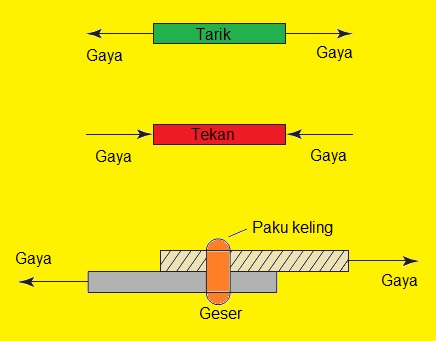
Tegangan Tarik, Tekan, dan Geser pada Suatu Material
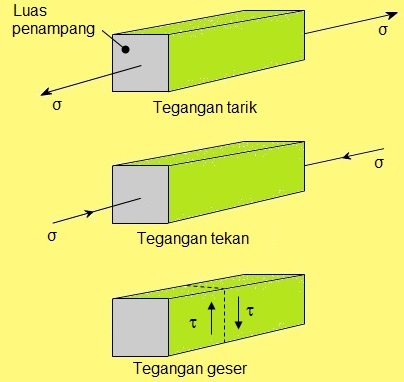
Gaya internal terdistribusi secara seragam di suatu area dan mereka menjadi tegangan normal yang bekerja tegak lurus terhadap permukaan internal pada suatu titik, atau menjadi tegangan geser yang bekerja secara tangensial, dalam bidang, pada titik tersebut. Gaya yang bekerja pada suatu material menyebabkan perubahan dimensi dan material tersebut dikatakan dalam keadaan tegang. Tegangan adalah rasio gaya yang diterapkan ( F ) terhadap luas penampang material ( A ). Tegangan dalam Bahasa Inggris dikenal dengan sebutan stress . Simbol yang digunakan untuk tegangan tarik dan tekan adalah σ ( sigma ) yang merupakan huruf Yunani. Satuan tegangan adalah pascal (Pa), di mana 1 Pa = 1 N/m².