Shielded metal arc welding merupakan jenis pengelasan yang umum digunakan. Proses ini paling sederhana dibandingkan dengan proses pengelasan busur lainnya (
arc welding). Berikut ini beberapa langkah yang dapat diterapkan saat melakukan pengelasan SMAW:
Benda Kerja
Pastikan benda kerja bersih sebelum dilas.
Klem Benda Kerja
Letakkan klem sedekat mungkin dengan daerah yang akan dilas.
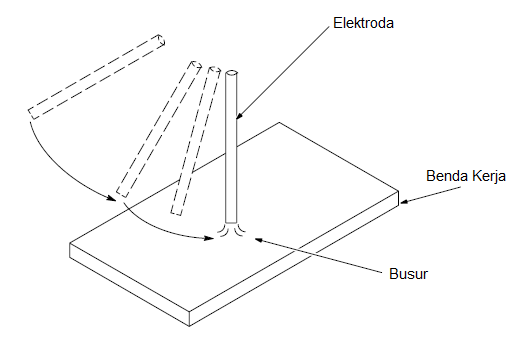
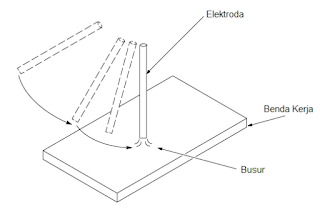
Elektroda
Pilih elektroda dan jepit pada
holder. Elektroda berdiameter kecil memerlukan arus listrik yang lebih sedikit daripada elektroda berdiameter besar.
Arus Listrik
Gunakan arus listrik sesuai tabel pemilihan arus listrik yang direkomendasikan oleh industri pembuat elektroda.
Holder
Pastikan
holder dapat menjepit elektroda dengan baik.
Striking Busur Las
Striking dilakukan untuk menyalakan busur las. Ada dua macam teknik yang dapat anda gunakan. Pertama yaitu dengan menggoreskan elektroda pada benda kerja. Kedua yaitu dengan mengetukkan elektroda pada benda kerja.
 |
| Gambar 1. Teknik dengan Menggores |
 |
| Gambar 2. Teknik dengan Mengetuk |
Arc Length
Arc length merupakan jarak antara benda kerja dengan elektroda.
Arc length memiliki hubungan dengan diameter elektroda.
Arc length sebesar 2/32 inch (1,6 mm) dan 3/32 inch (2,4 mm) sebaiknya menggunakan elektroda dengan diameter sekitar 1/16 inch (1,6 mm).
Arc length sebesar 4/32 inch (3,2 mm) dan 5/32 inch (4 mm) sebaiknya menggunakan elektroda dengan diameter 1/8 inch (3,2 mm). Apabila
arc length terlalu dekat, nyala
arc/busur akan padam dan elektroda dapat menempel pada benda kerja. Namun apabila
arc length terlalu jauh, akan menghasilkan
spatter yang berlebih.
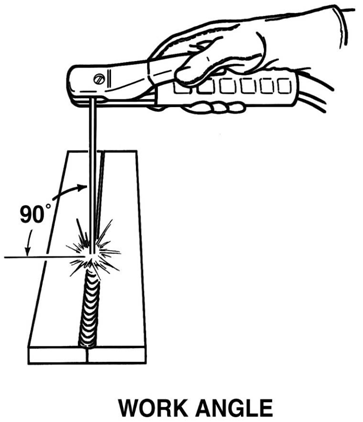
Work Angle
Pada pengelasan dengan posisi flat,
work angle yang digunakan sebesar 90°. Lihat gambar berikut.
 |
| Gambar 3. Work Angle |
Travel Angle atau Lead Angle
Pada pengelasan dengan posisi flat, travel angle yang digunakan sebesar 20°-30°. Lihat gambar berikut.
 |
| Gambar 4. Travel Angle |
Pergerakan Elektroda
Ada tiga macam gerakan yang dapat digunakan.
- Gerakan lurus sepanjang sambungan bernama stringer bead. Stringer bead tunggal diterapkan pada sambungan las dengan groove yang sempit. Sedangkan pada groove yang lebar, multi stringer bead dapat anda terapkan.
- Gerakan dari samping ke samping sepanjang sambungan bernama weave bead. Weave bead diterapkan pada sambungan las dengan groove yang lebar. Selain itu weave bead juga dapat anda terapkan untuk menghubungkan celah atau gap.
- Gerakan dari samping ke samping dengan membentuk lengkungan bernama weave pattern. Weave pattern digunakan untuk menutupi area yang luas dalam satu kali jalan (pass). Maksimum lebar weave yang diperbolehkan adalah 2,5 kali diameter elektroda.
Travel Speed
Travel speed akan memengaruhi hasil pengelasan. Apabila gerakan elektroda terlalu lambat, dapat menyebabkan banyaknya penumpukan logam.
Pengisian Lubang untuk Mengakhiri Pengelasan
Akhir dari pengelasan selalu menghasilkan lubang atau
crater. Oleh karena itu perlu dilakukan pengisian pada lubang tersebut. Cara pengisiannya yakni dengan menahan laju pengelasan secara singkat atau sedikit membalikkan arah pengelasan ke arah sebaliknya.
Terak atau Slag
Bersihkan terak dengan menggunakan palu terak dan sikat kawat. Hilangkan terak dan periksa hasil las sebelum anda membuat lapisan/jalan (
weld pass) di atasnya.